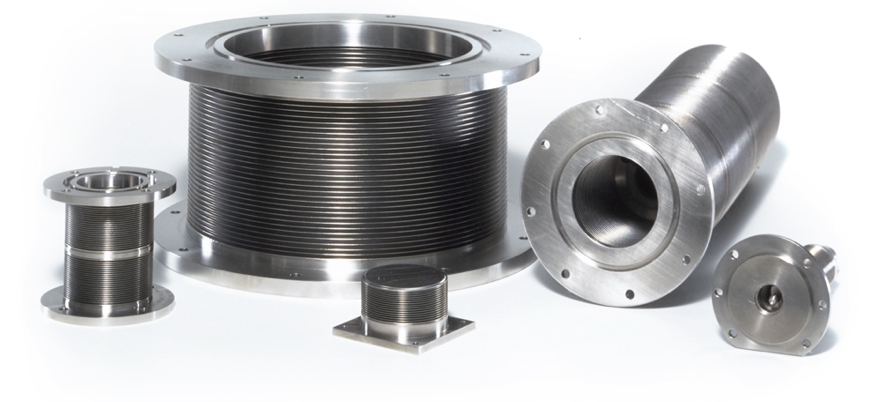
An edge-welded metal bellows is a zero leakage dynamic seal capable of a great range of motion. The metal bellows is manufactured from sheet stock. The material of construction may be stainless steel, high nickel alloys, titanium or other alloys to suit the application requirements. The material thickness may range from 0.001” to 0.025” thick.
Welded Bellows Technology
GTAW & CO2 laser welding
Thickness (0.001 to 0.025 inches)
Sizes, diameters (0.125 to 23 inches)
Round and non-round
Materials
Stainless steels
High nickel alloys
Titanium
Mass spectrometer leak tight
1 × 10-10 std cc/sec He capability (1 cc in 320 years)
Zero leakage dynamic seal
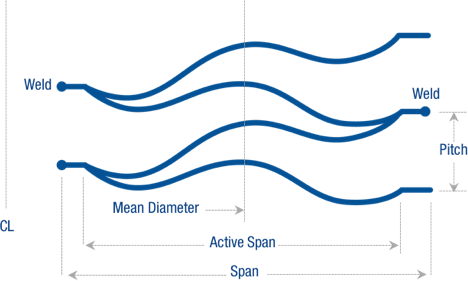
Bellows Performance
Bellows should mostly work in compression, 20% extension max. For maximum life, always work in compression
Nested height of bellows should have a minimum of .002” between max weld bead size for 3 ripple configuration
Avoid imposing lateral offset while axial stroking. Severely degrades life
Max pitch 1/3 of span
Bellows free length will typically stabilize at 15 to 25% of as welded length
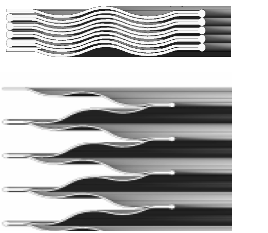
Bellows Configurations
Nested Ripple
Long stroke capability
Compact nested length
Good linearity
Moderate pressure capability
High cycle life
Flat Plate
Limited stroke capability
Excellent linearity
Good pressure capability
Excellent effective area control
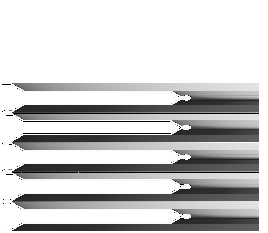
Crescent
Good stroke capability
Compact nested length
Good linearity
Good pressure capability
Welded Bellows Capabilities
Zero leakage through a range of motion in extreme operating conditions
Axial Deflection
Angular Deflection
Lateral Deflection
Bellows Performance Parameters
Spring Rate
Function of material thickness, material type, cross-sectional geometry, pitch, span and number of convolutions
+/- 5% material thickness equates to +/- 10% change in spring rate in ripple geometry
Effective Area
2D Area of bellows exposed to pressure differential
Function of OD/ID and installation geometry
Life
Function of deflection and pressure (membrane) stresses